The extrusion process starts with aluminum slugs, which are forced through a die to form hollow tubes. The size, thickness, and diameter of the tube are meticulously controlled to ensure uniformity and precision.
Following extrusion, the tubes are cut to the desired length, corresponding to the final product size, and the tube mouth is threaded to allow for the attachment of a cap.
During annealing, the tubes are heated to a controlled temperature to relieve internal stresses and increase ductility. This reduces the likelihood of cracking or breaking in the aluminum tubes.
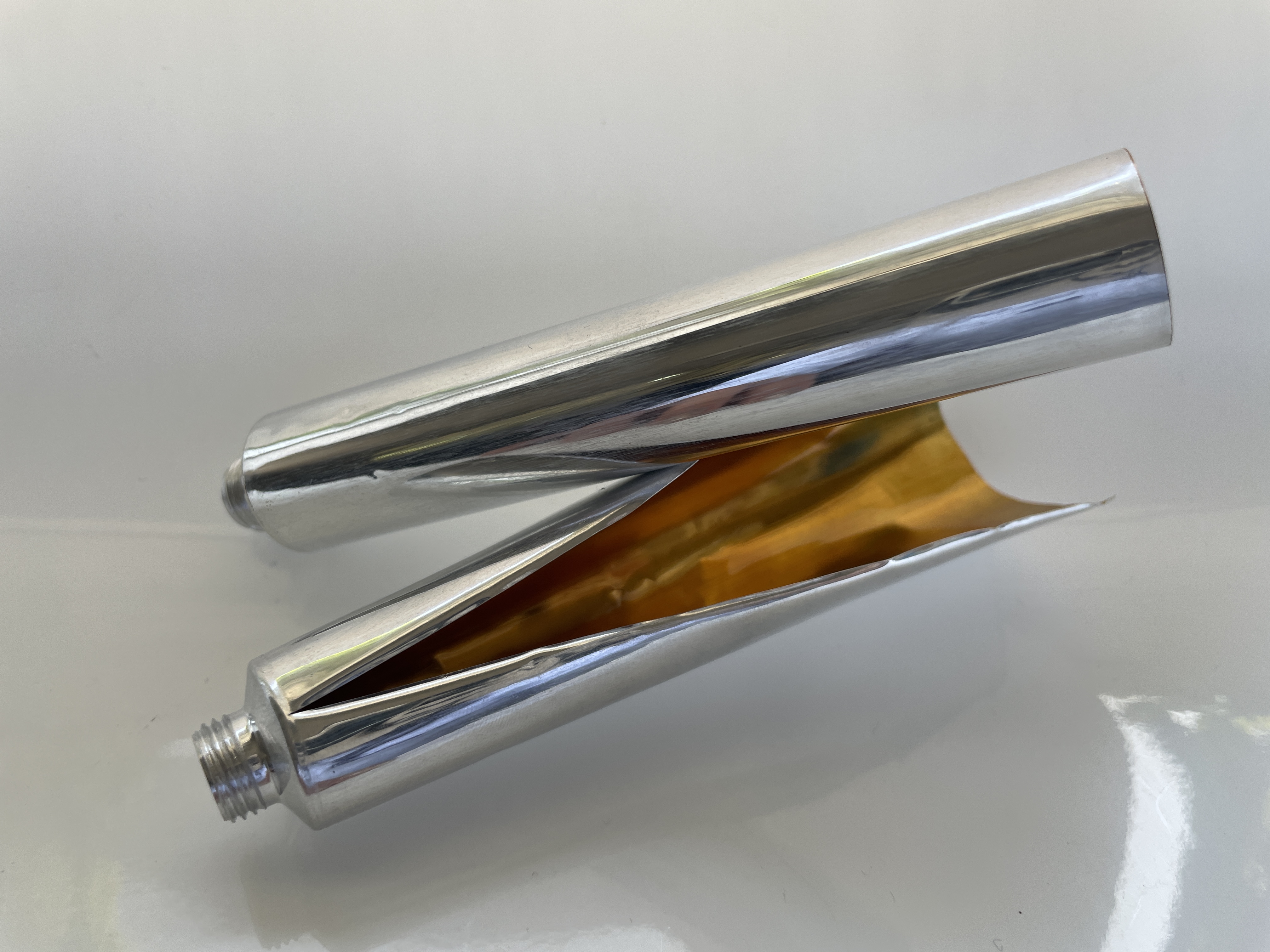
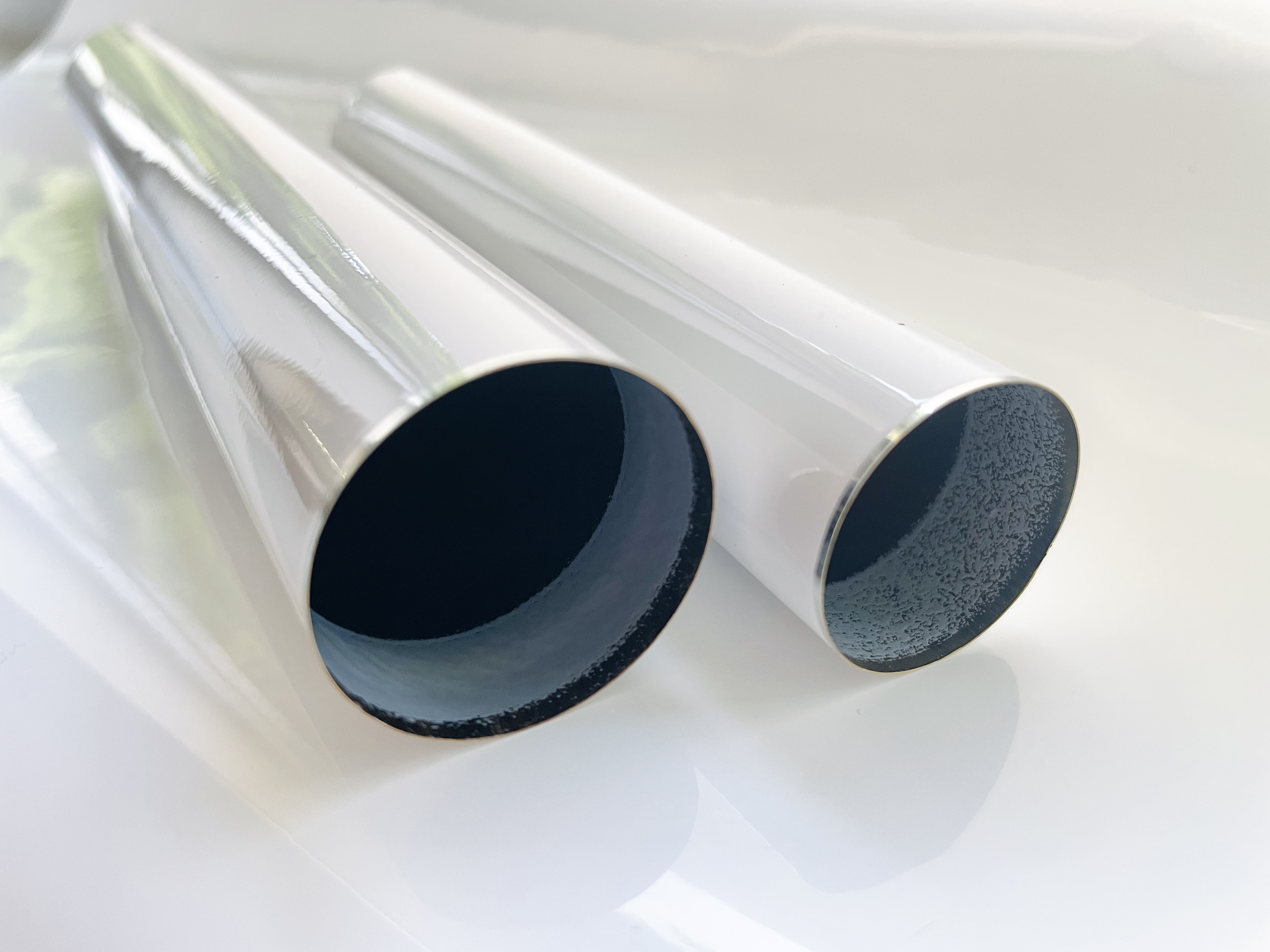
An internal protective layer of lacquer is applied to the tubes to prevent reactions between the aluminum and the contents.
The base coating is applied to the outer surface of the tubes before final printing. This coating enhances adhesion for printing and provides additional protection to the aluminum, increasing its corrosion resistance.
In this step, the brand, product information, and decorative design are printed on the outer surface. Advanced printing techniques are used to achieve crisp graphics that capture consumers' attention on store shelves.
After printing, the tubes undergo a curing process to dry the inks. This ensures that the printed information and designs are firmly adhered to the tube's surface, resisting smudging or fading.
Caps are essential for aluminum tubes, ensuring the ability to close the tube and use the contents at a later time. We offer various cap models designed to fit different types of products.
This procedure entails the application of a thin layer of latex to the interior of the tube's opening. This coating acts as a sealant, preventing product leakage during tube sealing.